ргр / вариант 4
.docВАРИАНТ №4
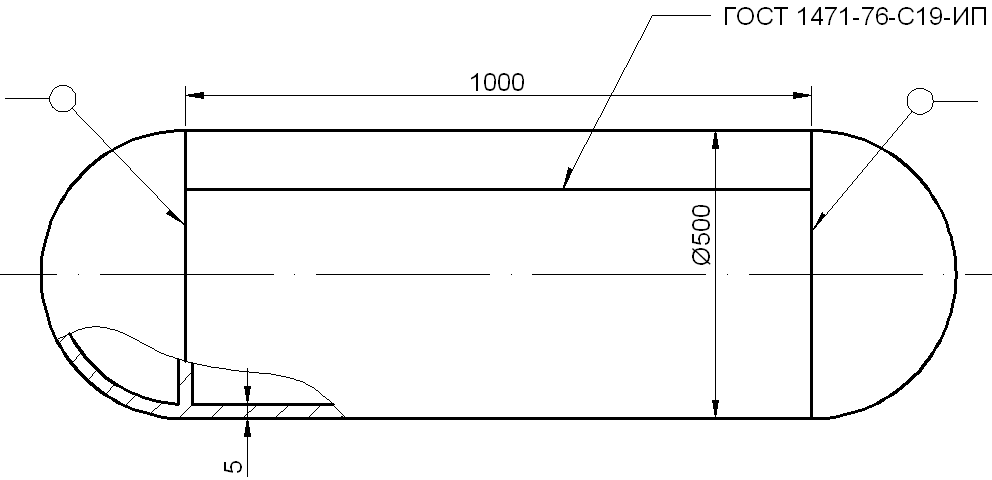
Изобразите схему и опишите сущность процесса аргонодуговой сварки в среде аргона. Укажите особенности и достоинства сварки в аргоне. Разработайте процесс сварки ёмкости из нержавеющей стали марки 12Х18Н10Т, шов односторонний на остающейся подкладке. Укажите тип соединения, форму разделки кромок под сварку по ГОСТу. Приведите эскиз сечения шва с указанием размеров. Подберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род тока и полярность. По размерам шва подсчитайте массу наплавляемого металла. Определите расход электродной проволоки с учётом потерь, защитного газа, расход электроэнергии и время сварки изделия. Укажите методы контроля качества сварного шва.
№ варианта |
ГОСТ |
Название ГОСТа |
Способ сварки |
Условное обозначение сварного соединения |
Тип соединения |
Форма подгот. кромок |
Характеристика сварного шва |
4 |
14771-76 |
Дуговая сварка в защитном газе |
|
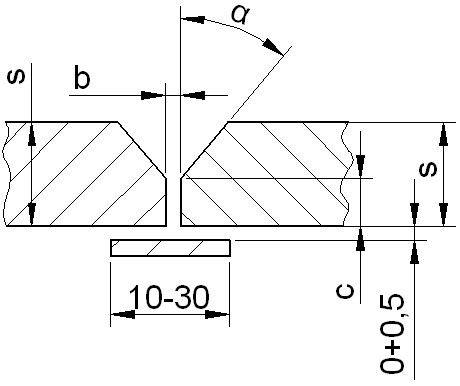
С-19 |
Стыковое |
Со скосом двух кромок |
Односторонний на остающейся подкладке |
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
s |
b |
c |
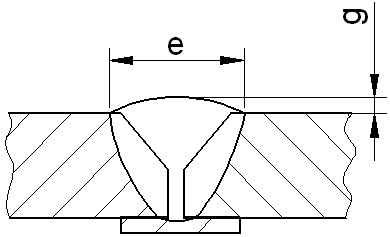
e |
g |
α, град. |
|||||
Подготовленных кромок свариваемых деталей |
Шва сварного соединения |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
С19 |
|
|
ИНп ИП |
3-3.5 |
1 |
+1 - |
1 |
+1 - |
6 |
+2 - |
1 |
+0.5 -1 |
30 |
3.8-4 |
7 |
||||||||||||
5-5.5 |
9 |
+1 - |
|||||||||||
6 |
10 |
||||||||||||
7 |
11 |
||||||||||||
8 |
12 |
||||||||||||
9 |
14 |
||||||||||||
УП |
10 |
16 |
|||||||||||
3-4 |
8 |
20 |
|||||||||||
4.5-7 |
10 |
||||||||||||
8-11 |
12 |
||||||||||||
12-14 |
2 |
+1 -2 |
2 |
+1 -2 |
16 |
+3 - |
2 |
+1 -2 |
|||||
16-18 |
20 |
||||||||||||
20-22 |
26 |
+4 - |
|||||||||||
24-26 |
30 |
||||||||||||
28-30 |
34 |
||||||||||||
32-36 |
38 |
||||||||||||
38-42 |
+1 - |
44 |
|||||||||||
45-48 |
48 |
+5 - |
|||||||||||
50-53 |
52 |
||||||||||||
56-60 |
56 |
||||||||||||