

новая папка 1 / 241569
.pdf3032
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИЗУЧЕНИЕ КОНСТРУКЦИИ И НАЛАДКА ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА МОДЕЛИ 1Б136
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по курсу
«Оборудование машиностроительных производств»
Составитель Б. М. Багров
Липецк Липецкий государственный технический университет
2013
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИЗУЧЕНИЕ КОНСТРУКЦИИ И НАЛАДКА ТОКАРНО-РЕВОЛЬВЕРНОГО
АВТОМАТА МОДЕЛИ 1Б136
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по курсу
«Оборудование машиностроительных производств»
Составитель Б. М. Багров
Липецк Липецкий государственный технический университет
2013
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИЗУЧЕНИЕ КОНСТРУКЦИИ И НАЛАДКА ТОКАРНО-РЕВОЛЬВЕРНОГО
АВТОМАТА МОДЕЛИ 1Б136
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по курсу
«Оборудование машиностроительных производств»
Составитель Б. М. Багров
Утверждаю к печати |
Проректор по учебной работе |
Объем 1,25 п.л. |
Качановский Ю.П. |
Тираж 100 экз. |
«_____»__________ 2013 г. |
Липецк Липецкий государственный технический университет
2013
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИЗУЧЕНИЕ КОНСТРУКЦИИ И НАЛАДКА ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА МОДЕЛИ 1Б136
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по курсу
«Оборудование машиностроительных производств»
Составитель Б.М.Багров
Объём 1,25 п.л. |
Рукопись и графический |
Тираж 100 экз. |
материал утверждаю |
|
Зав. кафедрой технологии |
|
машиностроения |
|
Козлов А.М. |
Липецк Липецкий государственный технический университет
2013
УДК 914.9(07) Б 147
Рецензент – канд. техн. наук, доц. В.В. Кавыгин
Багров, Б.М.
Б 147 Изучение конструкции и наладка токарно-револьверного автомата модели
1Б136 [Текст]: методические указания к лабораторной работе по курсу «Оборудо-
вание машиностроительных производств» / сост. Б.М. Багров. – Липецк: Изд-во ЛГТУ, 2013. – 20 с.
Приведены сведения о конструкции, кинематике и элементах наладки то-
карноревольверного автомата модели 1Б136.
Методические указания предназначены для студентов академического и прикладного бакалавриата направления 151900.62 «Конструкторскотехнологическое обеспечение машиностроительных производств», профиля «Технология машиностроения» при изучении дисциплины «Оборудование ма-
шиностроительных производств».
Табл. 6. Ил.1. Библиогр.: 3 назв.
© ФГБОУ ВПО «Липецкий государственный технический университет», 2013
ИЗУЧЕНИЕ КОНСТРУКЦИИ И НАЛАДКА ТОКАРНО-РЕВОЛЬВЕРНОГО
АВТОМАТА МОДЕЛИ 1Б136
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по курсу
«Оборудование машиностроительных производств»
Составитель Багров Борис Михайлович
Редактор О.И. Попова |
|
|
Подписано в печать |
. Формат 60х84 1/16. Бумага офсетная. |
|
Объем 1,25 п.л. |
Ризография. Тираж 100 экз. Заказ № |
. |
Издательство Липецкого государственного технического университета. Полиграфическое подразделение Издательства ЛГТУ.
398600 Липецк, ул. Московская, 30.
Цель работы – изучение конструкции одношпиндельного токарноревольверного пруткового автомата с механической системой автоматизации цикла и получение практических навыков по его наладке.
Материально-техническое оснащение
1.Металлорежущий станок модели 1Б136.
2.Комплект кулачков.
3.Комплект режущих инструментов.
4.Комплект вспомогательных инструментов.
5.Заготовка (калиброванный пруток).
6.Штангенциркуль L-125, линейка измерительная.
7.Набор ключей.
8.Комплект плакатов по конструкции станка.
9.Паспорт станка.
10.Чертёж обрабатываемой детали.
Порядок выполнения работы
1. Изучить конструкцию и кинематику станка.
2. Изучить методику расчёта настройки и последовательность наладки станка.
3.Выполнить расчёт настройки станка.
4.Оформить операционную технологическую карту по форме, приведённой в приложении.
5.Произвести наладку станка на обработку детали.
6.Обработать пробные детали.
7.Произвести контроль обработанных деталей.
8.Сделать выводы.
9.Оформить отчёт.
Общие сведения о конструкции и кинематике станка
Токарно-револьверный, прутковый, одношпиндельный, универсальный автомат модели 1Б136 предназначен для изготовления деталей из круглого, квадратного или шестигранного калиброванного прутка.
Основными параметрами автомата являются наибольшие значения диа-
метра обработки – 36 мм и длины обрабатываемой детали – 90 мм. Конструктивно станок состоит из основания, в котором размешены: ко-
робка скоростей с электродвигателем, резервуары для охлаждающей жидкости и масла для смазки коробки скоростей, шкаф для хранения сменных колес и шкаф электрооборудования. На верхней части основания установлена станина.
На станине смонтированы: шпиндельная бабка с вертикальным поперечным суппортом, револьверный и горизонтальный поперечные суппорты, механизм выключения станка и переключатель частот вращения шпинделя (командоаппарат К). На левом торце станины установлен механизм подачи прутка, с лицевой стороны и с правого торца прикреплены соответственно продольный и по-
перечный распределительные валы, на тыльной стороне закреплен вспомогательный вал с приводом. Обрабатываемый пруток вставляется в подающую трубу механизма подачи прутка и зажимается цанговым патроном. В дальнейшем при реализации циклов обработки деталей подача и зажим прутка осуществляются автоматически.
Режущий инструмент, выбранный в соответствии с предварительно разработанной операционной картой, устанавливают в порядке последовательности обработки в державках шестипозиционной головки и на поперечных суппортах.
Станок имеет механическую систему автоматического управления с рас-
пределительными и вспомогательным валами. Все рабочие и вспомогательные движения выполняются в строго определенной последовательности, с определенной скоростью, с требуемой продолжительностью и длинами ходов. Все элементы цикла повторяются при обработке каждой детали автоматически. После израсходования прутка срабатывает механизм выключения станка.
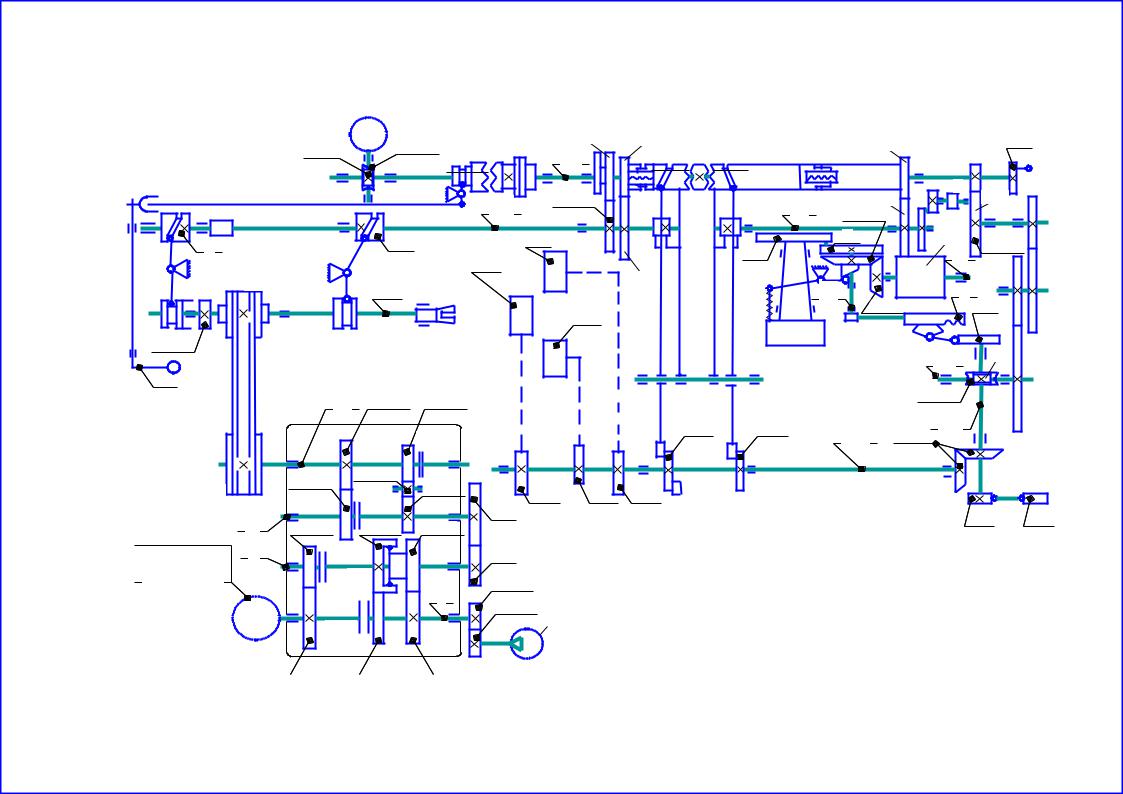
Всеми движениями станка в соответствии с технологическим процессом управляют распределительные валы XIII и XIV (см. рис.).
Распределительные валы получают вращение при включенной муфте М1 от быстроходного вспомогательного вала VII через двухпарную гитару c/d, e/f. За время полного цикла обработки детали распределительные валы должны сделать один оборот. Продолжительность цикла устанавливают подбором по таблице паспорта станка соответствующего комплекта зубчатых колес двухпарной гитары. В режиме наладки станка распределительные валы вращают вручную с помощью маховика 4 при отключенной муфте М1. На поперечном распределительном валу устанавливают дисковый кулачок 8 привода подачи револьверного суппорта и два кулачка 17 реверса шпинделя. На продольном распределительном валу устанавливают дисковые кулачки 12, 13, 14 приводов подач поперечных суппортов и два барабана 15, 16 для закрепления переставных кулачков включения вспомогательных движений. На барабане 15 с левого торца в кольцевом Т-образном пазу устанавливают кулачок включения меха-
низма подачи и зажима прутка, с правого – кулачок привода подвода отражательного лотка.
Привод главного движения состоит из электродвигателя М1, трёхступенчатой автоматической коробки скоростей с однопарной гитарой сменных зубчатых колёс a/b и механизмом реверса, клиноремённой передачи d1/d2 и шпин-
дельного узла V. На станке рабочее вращение шпинделя – левое. Ряд работ (нарезание резьбы, зенкерование и развёртывание отверстий) выполняются при правом вращении. Реверсирование шпинделя осуществляется муфтами реверса ЭМ3 и ЭМ4 при срабатывании двухпозиционного переключателя 18 в результате соответствующей наладки кулачков 17, установленных на конце попереч-
ного распределительного вала. Изменение частот вращения шпинделя производится автоматически в результате переключения и выключения командоаппаратом К электромагнитных муфт ЭМ1 и ЭМ2 коробки скоростей при повороте револьверной головки. В одной наладке привода главного движения, которая
Copyright ОАО «ЦКБ «БИБКОМ» & ООО «Aгентство Kнига-Cервис»
|
М2 |
|
z=54 |
z=36 |
|
z=57 |
z=29 |
4 |
к=2 |
z=24 |
М1 |
VII |
|
М2 |
|||
|
|
|
|
|
|
|
|
|
|
k |
z=79 |
|
|
|
VIII |
z=54 |
|
IX |
z=76 |
|
C |
|
|
|
|
|
z=46 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
2 |
3 |
|
9 |
|
|
6 |
z=38 |
z=79 |
|
|
|
|
5 |
|
X |
|
|||
|
|
10 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
d |
|
d2 =180 |
|
|
|
z=72 |
|
|
|
e |
|
? |
|
|
|
XI |
7 |
|
|||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
z=23 |
|
8 |
|
|
|
|
11 |
|
РГ |
|
|
|
|
z=44 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
XII |
k=1 |
f |
|
|
|
|
|
|
|
|
|||
1 |
|
|
|
|
|
|
|
|
|
IV |
z=47 |
z=60 |
|
|
|
|
z=40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
16 |
XIV |
XIII |
|
|
|
|
|
ЭМ4 |
|
|
z=44 |
|
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z=47 |
z=40 |
|
|
|
|
|
|
|
|
d1 =240 |
|
ЭМ3 |
z=24 |
|
|
|
|
|
|
|
|
|
|
12 |
13 |
14 |
|
|
|
|
|||
|
|
|
|
|
|
|
|||||
|
III |
|
|
|
b |
|
|
|
|
17 |
18 |
|
z=37 |
z=53 |
z=68 |
|
|
|
|
|
|||
Nэ= 5,5 кВт |
|
|
|
|
|
|
|
||||
II |
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭМ2 |
|
a |
|
|
|
|
|
|
|
n = 1440 мин - 1 |
|
|
Мо |
|
z=25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
|
z=50 |
|
|
|
|
|
|
|
|
М1 |
|
|
|
|
|
|
|
|
|
|
|
|
ЭМ1 |
|
|
Н1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
z=58 |
|
z=42 |
z=27 |
|
|
|
|
|
|
|
Рис. Кинематическая схема станка 1Б136